Bengbu Hengrui Electric Complete Equipment Co., Ltd
售前售后服務,完整產品系列
全國熱線 : 0552-4191911
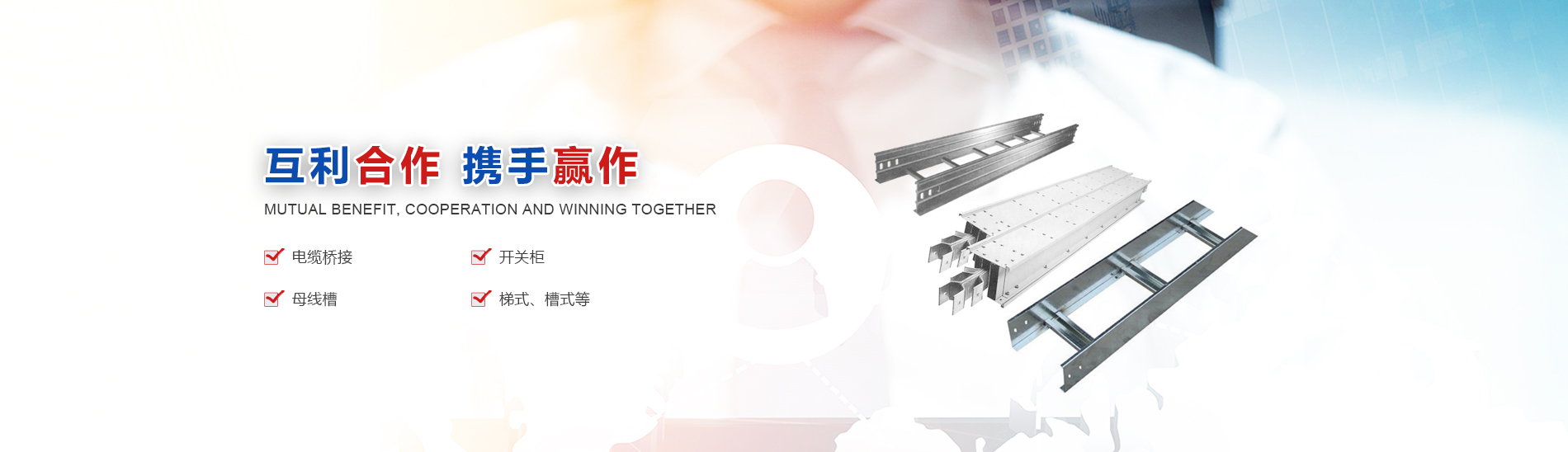
母線
開關柜
槽式
梯式
托盤式
一次成型橋架
節能型橋架
大跨距橋架
公司新聞
行業新聞
技術文章
News center